Metalle drucken ohne Laser
Beim Binder Jetting wird das Pulver erst verklebt und dann gesintert. Das Verfahren ist schneller und billiger als das Laserschmelzen. Der Markt nimmt Fahrt auf.

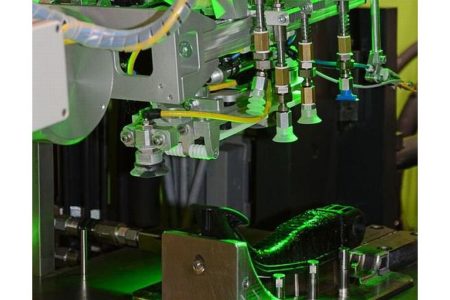
Foto: Digital Metal
Hundertmal schneller drucken – und das zu einem 20tel der Stückkosten! Mit diesem vollmundigen Versprechen tourt die junge US-Firma Desktop Metal seit rund neun Monaten von Fachmesse zu Fachmesse. Ihr „Production System“ sei revolutionär und werde den Weg in die additive Massenproduktion von Metallteilen ebnen. Den Beweis sind die Amerikaner allerdings bisher schuldig geblieben. Stattdessen haben sie die Markteinführung der Maschine gerade um ein Jahr nach hinten verschoben. Aktueller Plan: Ab 2019 wird ausgeliefert.
Diese Verzögerung ficht das grundsätzliche Potenzial des zugrunde liegenden Binder-Jetting-Verfahrens nicht an. Dessen Prinzip ist simpel: Ein Materialschlitten bringt zunächst eine Schicht feines Metallpulver im Bauraum aus. Anschließend versprühen Düsen selektiv ein Bindemittel. Es verklebt die Partikel dort, wo später festes Metall entstehen soll. Diese Prozessschritte werden laufend wiederholt. Schicht für Schicht entsteht so der „Grünling“. Dieser muss abschließend in einen rund 1400 °C heißen Ofen. Dort werden das Bindemittel verdampft und die Metallpartikel gesintert – fertig ist das Bauteil.
Vorteile des Verfahrens: Während des Bauprozesses sind keine Hilfsstrukturen nötig. Denn das Pulverbett trägt etwaige Überhänge. Außerdem müssen keine Temperaturspitzen abgeführt werden, wie sie etwa beim Laserschmelzen auftreten. Somit ist es möglich, mehrere Bauteile im Bauraum übereinander anzuordnen. Das steigert die Produktivität. Zugleich wird der Nachbearbeitungsaufwand reduziert. Außerdem sind nach Abschluss des Herstellprozesses weniger Spannungen im Bauteil.
Nachteilig sind die Volumenverluste beim Entbindern und Sintern. Dieses Manko lässt sich aber mit einer vorausdenkenden Konstruktionssoftware in den Griff kriegen. Problematisch sein könnte dann noch – je nach Einsatzgebiet des Bauteils – die vergleichsweise geringe Dichte des Materials. Sie liegt bei etwa 96 %. Wer höhere Werte will, kann das Endprodukt aber in einem nachgelagerten Prozessschritt noch heißisostatisch pressen.
Angesichts dieser Bilanz ist es nicht verwunderlich, dass sich mehrere Firmen dem Binder Jetting verschrieben haben. Ein Wettbewerber von Desktop Metal kommt beispielsweise aus Schweden. Er entwickelt nicht nur eine ähnliche Technologie, sondern hat auch noch einen sehr ähnlichen Namen: Digital Metal. General Manager Ralf Carlström legt aber Wert auf einen wesentlichen Unterschied: „Wir sind in der Produktion angekommen! Schon seit 2013 bieten wir die Technologie als Dienstleistung an.“ Über 200 000 Teile seien bereits ausgeliefert worden. „Und jetzt verkaufen wir auch die Maschinen.“ Die ersten zwei Exemplare wurden laut Carlström unlängst ausgeliefert.
Auf technischer Seite gibt es ebenfalls ein paar Unterschiede. Die Skandinavier arbeiten beispielsweise mit dünneren Schichten. Jede Pulverlage misst bei ihnen lediglich 42 µm. Davon bleiben nach dem Sintern noch 35 µm übrig. Die Amerikaner hingegen peilen Werte von 50 µm bzw. 42,5 µm an. Resultat: Die Vertreter des alten Kontinents schaffen eine bessere Auflösung, also feinere Oberflächen. Die Herausforderer aus Massachusetts werben hingegen mit einer höheren Produktionsgeschwindigkeit. Ihre Aufbaurate soll mit 8200 cm3/h rund 80 mal größer sein als die der Schweden.

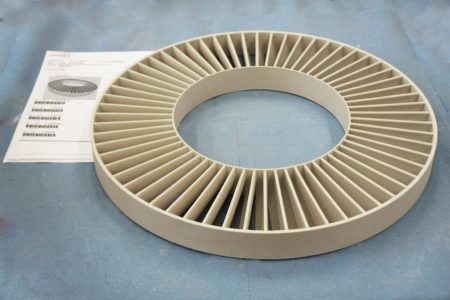
Der Unterschied wird nicht alleine aufgrund der größeren Schichtdicke angepeilt, er basiert vor allem auf dem „Single Pass Jetting“ genannten Verfahren. Dahinter verbirgt sich die Idee, dass sowohl bei der Hin- als auch bei der Rückfahrt des Materialschlittens geschichtet, verdichtet, gedruckt und getrocknet wird. Digital Metal konzentriert sich bisher auf kleinere Bauteile mit höchsten Präzisionsanforderungen. Erste Kunden kamen beispielsweise aus der Uhrenindustrie oder dem Dentalbereich. Desktop Metal zielt eher auf den Automobilbereich ab. Diese Stoßrichtung spiegelt sich auch im Bauraumvolumen wider: Die Schweden bieten 200 mm x 180 mm x 80 mm. Die Amerikaner hingegen setzen auf ein Quadrat mit 330 mm Kantenlänge. Gut 2,5 l stehen also knapp 36 l gegenüber.
Vergleichsweise übersichtlich wirkt auch das Materialangebot der Skandinavier: Aktuell bieten sie zwei Edelstähle und Titan an, Inconel und Kupfer sollen bald folgen. Die US-Wettbewerber hingegen haben nach eigenen Angaben gleich 30 Metalle in petto – beziehungsweise „in der Entwicklung“.
Einen Vorteil haben die Amerikaner beim Preis – wenn er denn den Ankündigungen entsprechen wird: 350 000 €. Bei den Schweden werden hingegen rund 600 000 € fällig.
Eines haben die beiden Unternehmen gemein: eine solide Know-how-Basis: Digital Metal ist eine Tochter der Höganäs AB, dem Weltmarktführer für Metallpulver. Und zu den Gründern von Desktop Metal zählt u. a. Branchenlegende Ely Sachs. Der Professor vom Massachusetts Institute of Technology (MIT) hat als erster den Begriff „3-D-Druck“ geprägt und vor über 20 Jahren die Grundzüge des Binder Jetting erfunden.
Erster Lizenznehmer des MIT-Patents war 1996 das Maschinenbauunternehmen Extrude Hone. Es entwickelte das Verfahren stetig weiter und gründete 2005 die Tochter ExOne aus, um es international zu vermarkten. Die Amerikaner betreiben eine Niederlassung im bayerischen Gersthofen. Ihr Drucker „M-Flex“ bietet bei einer Schichtstärke von 50 µm eine Aufbaurate von bis zu 735 cm3/h. Er verarbeitet aktuell u. a. Edelstähle, Inconel und Wolframkarbid. Sein Bauraum misst 400 mm x 250 mm x 250 mm. Kostenpunkt: 450 000 €. Rund 130 mal wurden ExOne Binder-Jetting-Maschinen bereits verkauft – womit sie einsam an der Spitze stehen.
Als Dienstleister bietet ExOne eine Besonderheit an: Die Infiltration des Grünlings mit Bronze, um die Schrumpfung während des Sinterns zu minimieren. „Dies erhöht die Präzision der Bauteile merklich“, so Tobias Tuffentsammer, Commercial Manager Europe.
Ganz neu im Binder-Jetting-Markt ist General Electric. Die Ausgründung GE Additive stellte im Dezember den Prototypen „H1“ vor. Der Bauraum des Druckers misst 300 mm x 300 mm x 350 mm. Laut Geschäftsführer Mohammad Ehteshami liegt die Aufbaurate aktuell bei gut 650 cm3/h. Der gebürtige Iraner geht aber davon aus, dass es schon bald über 10 000 cm3/h sein könnten. Schon Mitte des Jahres sollen die ersten Maschinen ausgeliefert werden. Auch HP will in 2018 einen Binder-Jet-Drucker präsentieren.
Und die deutschen Druckerhersteller? Bei Eos im bayerischen Krailling heißt es kurz und knapp: „Binder Jetting ist für uns derzeit kein Thema.“
Für Trumpf aus Ditzingen antwortet Cheftechnologe Peter Leibinger: „Es gibt mehrere additive Fertigungsverfahren für den metallischen 3-D-Druck, mit jeweils unterschiedlichen Vor- und Nachteilen. Dementsprechend eignen sie sich auch für verschiedene Applikationen und Märkte. Aufgrund unseres bereits vorhandenen Know-hows in Lasertechnologie und Anlagenbau konzentrieren wir uns bisher auf die laserbasierten Technologien Laser Metal Fusion und Laser Metal Deposition.“
Bei SLM Solutions in Lübeck ist das Binder Jetting ebenfalls nicht auf der Agenda. „Von zweistufigen Verfahren halten wir Abstand“, so Dennis Schäfer, verantwortlich für Investor Relations. „Die Qualität der Bauteile ist nicht vergleichbar mit solchen, die mittels Laserschmelzen entstehen.“