Könige der Bearbeitungszentren

Foto: Hermle
Sie gelten als die eierlegenden Wollmilchsäue unter den Bearbeitungszentren: Hybridmaschinen. Selbstverständlich können sie Material vom Werkstück spanend abtragen – ganz konventionell, also mit Bohrern und Fräsen. Sie können aber auch Metalle generativ hinzufügen. So lassen sich – ohne Umspannen – Teile erzeugen, die bislang entweder gar nicht herstellbar waren oder aber viele Bearbeitungsschritte verlangten.
Laserauftragsschweißen
Der hier beschriebene Kopf zum Laserauftragsschweißen wurde entwickelt von der Sauer GmbH, einer Tochter von DMG Mori. Ähnliche Konzepte bieten Firmen wie Hybrid Manufacturing, Mazak, Hamuel oder WFL Millturn.
Metallpulver wird schichtweise mittels Coaxial-Pulverdüse auf ein Werkstück aufgetragen und per Laser mit diesem verschmolzen. Dabei geht das Metallpulver eine hochfeste Schweißverbindung mit dem Grundmaterial ein.
Zum Einsatz kommt ein 2,5 kW oder ein 3 kW starker, fasergeführter Diodenlaser. Sein Fokus entspricht dem Fokus des Metallpulverstroms.
Das Metallpulver wird transportiert von Argon. Das Gas dient nicht nur als Trägermedium sondern auch als Schutzgas.
Der Laserkopf wird von einer üblichen HSK 63-Schnittstelle gehalten. Der automatische Wechsel zwischen Fräser und Laserkopf dauert etwa eine Minute. sta
Im wesentlichen gibt es zwei Technologien: Das Laserauftragsschweißen und ein thermisches Spritzverfahren (siehe Kästen). Ersteres wird maßgeblich vorangetrieben von DMG Mori, letzteres ist eine Entwicklung der Hermle Maschinenbau GmbH. Die beiden Firmen haben eines gemeinsam: Sie sind mit dem bisherigen Kundeninteresse sehr zufrieden, sehen aber auch noch Wachstumspotenzial. Der große Durchbruch komme erst, wenn Konstrukteure sich die neuen Freiheiten gedanklich erschlossen hätten.
Tatsächlich bieten beide Technologien ganz neue Möglichkeiten. Der flexible Wechsel zwischen Materialauftrag und -abtrag ermöglicht die direkte Bearbeitung von Bauteilsegmenten, welche am Fertigteil später nicht mehr erreichbar sind. Außerdem ist die Auftragsrate sowohl bei DMG Mori als auch bei Hermle deutlich größer als beim Pulverbettverfahren. Die Firmen werben mit Faktor 10 bzw. mit 250 cm3/h (bei Stahl). Natürlich sind die Oberflächen dann nicht so glatt wie beim konventionellen Metalldruck. Dieses Manko kann jedoch mit einem anschließenden Finishing behoben werden.
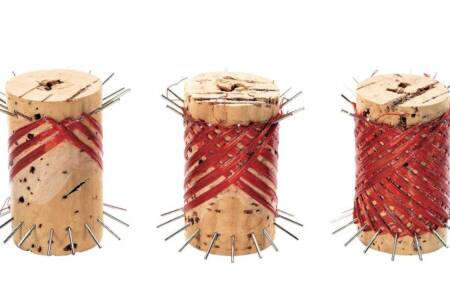
Thermisches Spritzverfahren (MPA)
Das MPA-Verfahren (Metall-Pulver-Auftrag) ist eine Entwicklung der Hermle Maschinenbau GmbH.
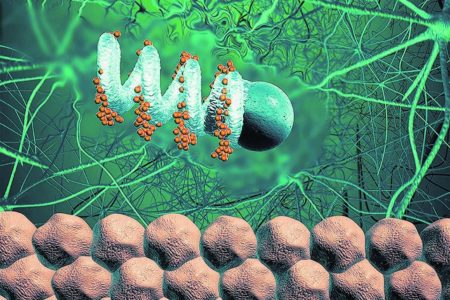
Metallpulverpartikel werden mithilfe eines Trägergases zur Düse der Auftragseinheit transportiert. Dort wird in einer Mischzone überhitzter Wasserdampf als Energieträger zugeführt.
Beim Durchlauf durch die Laval-Düse überträgt der Wasserdampf Teile seiner Energie auf die Partikel. Diese werden dadurch sowohl erhitzt als auch auf mehrfache Schallgeschwindigkeit beschleunigt.
Beim Aufprall auf das vorgewärmte Substrat werden sowohl die Pulverpartikel als auch die Substratoberfläche stark plastisch verformt. An den Grenzflächen herrschen lokale Drücke von mehr als 10 GPa und Temperaturen von bis zu 1000 °C.
Mehrere Bahnen werden übereinander aufgetragen. Solange, bis die Zielhöhe erreicht ist. Die Feinbearbeitung übernehmen dann verschiedene Werkzeuge. Diese werden in einer Spindel gehalten, die auf dem Z-Schlitten neben der Auftragseinheit angebracht ist. sta
Beide Verfahren erlauben es, sehr große Bauteile zu bearbeiten. DMG Mori bietet einen Bauraum von 500 mm Durchmesser und einer Höhe von 400 mm. Hermle gibt an, Bauteile mit mehreren hundert Kilogramm Masse und mehr als 500 mm Durchmesser bewältigen zu können.
Beiden Verfahren gemein ist außerdem, dass sie Halbzeuge weiterverarbeiten können. An bestehende Werkstücke lassen sich also zusätzliche 3-D-Strukturen auftragen. Am Ende einer Bearbeitung kann das entstehende Teil zusätzlich noch beschichtet werden – etwa um Korrosions- oder Verschleißschutz zu gewährleisten.
In einigen wichtigen Punkten unterscheiden sich die Verfahren aber auch. So verarbeitet Hermle nicht nur verschiedene Warm- und Kaltarbeitsstähle, Edelstähle und Schwermetalle. Zusätzlich kommt ein speziell entwickeltes Füllmaterial zum Einsatz. Es wird nur temporär in die Bauteile integriert. Mit seiner Hilfe lassen sich feine Hohlräume realisieren, etwa konturnahe Kühlkanäle mit glatten Oberflächen. Es kann aber auch als Stützmaterial eingesetzt werden, um scharfkantige Hinterschneidungen zu ermöglichen. Diesbezüglich ist das Hermle-Verfahren dem Laserauftragsschweißen überlegen. „Das wasserlösliche Material wird genau wie das Metallpulver aufgespritzt und ist gut zerspanbar“, erklärt Marketing-Leiter Udo Hipp.
An seine Grenzen stößt das Hermle-Verfahren, wenn extrem harte Materialien verarbeitet werden sollen. Hier ist das Laserauftragsschweißen im Vorteil. Damit können sogar Stellite und Wolframkarbid aufgetragen werden. „Deshalb sind unsere Maschinen auch für die Öl-und Gasindustrie interessant“, so Produktmanager Richard Kellett. „Wir können verschiedenste Bohrköpfe on demand anfertigen. Somit garantieren wir deren Verfügbarkeit und senken die Lagerkosten.“
Eine Komplettlösung von DMG Mori kostet Marktbeobachtern zufolge rund 1,2 Mio. €. Enthalten seien u. a. Fräsmaschine, Laserkopf, Software und Schulung. Seit 2015 sind nach Schätzungen rund 45 Maschinen gebaut worden. Ein Drittel davon nutze das Unternehmen zu Vorführzwecken. Der Rest stehe zu gleichen Teilen in Industriebetrieben und Forschungseinrichtungen. Das Marktpotenzial wird von Experten auf insgesamt 200 Einheiten bis 2021 geschätzt.
Hermle bietet sein MPA-Verfahren (Metall Pulver Auftrag) bisher nur als Dienstleistung an. Insgesamt vier Maschinen seien dafür in Betrieb. „Die Technologie ist sehr komplex“, räumt Hipp ein. „Um immer ein einheitliches und optimales Gefüge zu erhalten, ist für jedes Metallpulver eine detaillierte Abstimmung der Prozessparameter notwendig.“ Das Unternehmen wolle erst weitere Erfahrungen sammeln, um die Handhabung zu vereinfachen. „Sollten wir die Maschinen irgendwann auf den Markt bringen, sollen die Kunden ein Rundum-sorglos-Paket bekommen.“